








相关推荐

产品介绍

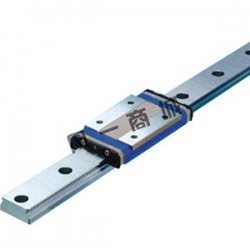
MSA系列银泰直线导轨采用4列圆弧接触式及45°触角的钢珠列设计,提供径向、反径向及横方向四方向的相同额定负荷能力,无论X、Y、Z等轴的各种安装方式都可以使用,并且可在维持低摩擦阻力情况下均匀的施以预压,增强四个受力方向的刚性,特别适合高精度与高负荷的运动方式。
专利的润滑油路设计,能够均匀的将润滑油脂注入每个循环回路,无论各种安装方式都可以获得最佳的润滑效果,并且提升整体的行走顺畅度与使用寿命,实现高精度、高可靠度及平滑稳定的直线运动需求。
PMI银泰直线导轨产品特性
‧高刚性,四方向等负荷设计
‧具自动调心能力
‧行走顺畅度佳,低噪音
‧具互换之特性
丹东银泰直线导轨,银泰直线导轨MSA系列,凡一商城所经营产品均为进口原装,实施假一赔十,免除您的后顾之忧;同时对每一订单实施专人负责,保证接到订单后24小时内发货。塑料熔块堵塞加料通道。由于塑料在料斗干燥器内局部熔化结块,或机筒进料段温度过高,或塑料等级选择不当,或塑料内含的润滑剂过多都会使塑料在进入进料口缩径位置或螺杆起螺端深槽内过早地熔化,粒料与熔料互相黏结形成“过桥”,堵塞通道或包住螺杆,随同螺杆旋转作圆周滑动,不能前移,造成供料中断或无规则波动。这种情况只有在凿通通道,排除料块后才能得到根本解决。喷嘴冷料入模。注塑机通常都因顾及压力损失而只装直通式喷嘴。但是如果机筒前端和喷嘴温度过高,或在高压状态下机筒前端储料过多,产生“流涎”,使塑料在未开始注射而模具敞开的情况下,意外地抢先进入主流道入口并在模板的冷却作用下变硬,而妨碍熔料顺畅地进入型腔。这时,应降低机筒前端和喷嘴的温度以及减少机筒的储料量,减低背压压力避免机筒前端熔料密度过大。 凡一商城代理及销售品牌有台湾HIWIN上银导轨、CPC导轨、ABBA导轨、上银KK模组, 银泰直线导轨,丹东银泰直线导轨MSA系列。
上一个:MSA65R2100N
下一个:MSA65R2300N
带*项为必填项目咨询:MSA65R2200N
评价/咨询
暂无评价/留言!欢迎留言。